Pas de gamme, pas de pilotage : pourquoi la tôlerie sous-estime encore l'outil le plus stratégique de son atelier
Je discute régulièrement avec du personnel dans les tôlerie. Des, équipements récent, carnet de commandes plein. Je demande comment sont gérer les gammes de fabrication. Réponse : "Bah, on a le plan, et les gars savent qu'il faut découper au laser puis plier. On n'a pas besoin de plus."
Je discute régulièrement avec du personnel dans les tôlerie. Des, équipements récent, carnet de commandes plein. Je demande comment sont gérer les gammes de fabrication. Réponse : "Bah, on a le plan, et les gars savent qu'il faut découper au laser puis plier. On n'a pas besoin de plus."
Quelques jours plus tard, autre échange, autre tôlerie. Celle-ci a investi dans un MES dernier cri. Tableaux de bord partout, écrans dans l'atelier, indicateurs en temps réel. Je demande ce qu'elle en tire vraiment. Réponse, plus gênée : "Honnêtement, on ne sait pas trop quoi en faire. Les chiffres ne veulent rien dire."
Deux situations opposées. Le même problème de fond.
Le faux ami du "ça tourne"
Dans beaucoup de tôleries, on lance des pièces en production avec un plan PDF, une indication orale, et un chef d'atelier qui compense tout. Et il faut le reconnaître : ça marche. Tant que l'équipe est petite et stable, que les produits sont récurrents, que personne ne part en congés au mauvais moment, et qu'aucun nouveau client ne vient bouleverser les habitudes. Le jour où un seul de ces éléments bouge, l'édifice se fissure. On découvre alors que tout le savoir-faire était dans la tête de deux ou trois personnes, et qu'on ne sait pas refaire deux fois la même pièce de la même façon.
Ce qu'une gamme apporte vraiment
Une gamme, ce n'est pas une formalité administrative. Ce n'est pas non plus "une liste d'opérations". C'est d'abord un standard, sans lequel il devient impossible de comparer ce qu'on a prévu et ce qu'on a fait. Et sans comparaison, pas de progrès possible : c'est la base du Lean depuis Deming. C'est ensuite une mémoire, celle du savoir-faire qui reste dans l'entreprise plutôt que de partir avec les anciens. C'est aussi une base de chiffrage fiable, qui permet de bâtir des devis sur des temps réels et non sur du doigt mouillé. C'est enfin un support d'amélioration continue, parce que chaque écart constaté en production peut venir enrichir la gamme et la faire vivre. Au fond, sans gamme formalisée, on ne peut pas vraiment parler d'industrialisation : faire la même pièce deux fois pareil, c'est ça, industrialiser.
Le piège du MES sans gamme
C'est là que les deux mondes se rejoignent. Beaucoup de tôleries sautent l'étape "gamme propre" et investissent dans un MES en pensant qu'il va structurer le désordre. Spoiler : non. Un MES n'invente pas les données, il les affiche. Si les gammes sont fausses, incomplètes ou inexistantes, les temps remontés deviennent incomparables d'une pièce à l'autre, les écarts entre prévu et réel n'ont plus aucun sens parce que le "prévu" est lui-même bidon, les opérateurs perdent confiance dans l'outil quand le système leur dit qu'ils sont lents alors que le temps standard n'a aucune base, et au final les indicateurs deviennent du bruit que plus personne ne regarde.
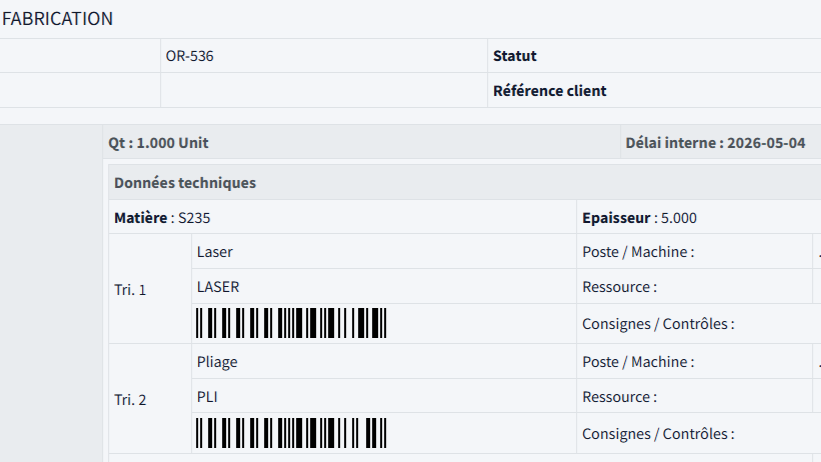
Les exemples concrets sont nombreux. Une gamme avec "pliage = 30 minutes" en standard, alors qu'une pièce a quatre plis et l'autre douze : le MES dira que l'opérateur est rapide ou lent, sans raison réelle. Des opérations nommées différemment selon qui crée l'OF, "découpe laser", "laser", "découpage", et plus personne n'arrive à agréger des statistiques propres. Pas de distinction entre temps de réglage et temps série, et l'entreprise ne saura jamais où elle perd vraiment de l'argent. Résultat : un bel outil, branché sur du vide. De la donnée poubelle, affichée en couleurs.
Par où commencer (sans tout casser)
Bonne nouvelle : on n'est pas obligé de tout refaire d'un coup. La première étape, c'est de commencer petit, en prenant cinq à dix références phares, celles qui représentent l'essentiel du chiffre d'affaires, et en les traitant proprement. Vient ensuite la normalisation du vocabulaire : un référentiel court et clair des opérations possibles dans l'atelier, une dizaine de termes maximum, pas quarante variations. Il faut aussi apprendre à distinguer les temps. Réglage, unitaire, contrôle : ce sont trois temps différents, trois réalités différentes, et les confondre revient à se priver de tout pilotage fin.
Mais la condition de réussite la plus importante, c'est de faire participer l'atelier. Une gamme écrite dans un bureau, sans les opérateurs, restera théorique et finira au fond d'un classeur. Les opérateurs savent des choses que personne n'écrira jamais sans eux. Et une fois la gamme posée, il faut la faire vivre : chaque écart constaté en production doit pouvoir remonter et la mettre à jour. Sinon, on fige le standard, et il devient faux avec le temps.
La vraie question
La gamme, ce n'est pas de la paperasse. C'est l'ADN industriel d'un produit. Sans elle, un MES n'est qu'un tableau de bord branché sur du vide. Avec elle, même un simple Excel bien tenu vaut plus qu'un logiciel à 50 000 €.
Et dans votre atelier ? Vos gammes sont-elles un standard vivant qui irrigue la CAO, la FAO et le MES… ou un document fantôme que plus personne n'ouvre ?
C'est exactement ce constat, répété de tôlerie en tôlerie, qui m'a poussé à développer Nest2Prod : un outil pensé pour structurer ce pont entre la préparation et l'atelier, sans rupture dans la donnée. Si le sujet vous parle, jetez un œil, j'en discute volontiers.
Comment Nest2Prod peut vous aider ?
Nest2Prod accompagne les industriels dans leur transformation numérique — ERP sur mesure, MES, outil de chiffrage et déploiement clé en main. Discutons de votre projet.